Flip Chip Socket
Examples
Particle Interconnect Package (PIP)
Advanced low-cost minimal IC package.
 |
 |
| QFP 132 lead, 0.012" pitch OLB (Outer Lead Bond). | Leadframe / Chip-On-Board socket & carrier. |
|
 |
Particle Interconnect lead frame package
 |
 |
| Solder bumped chip (ILB) on Particle Interconnect lead frame (OLB). | Particle Interconnect bumped chip (ILB) on Particle Interconnect lead frame (OLB). |
Testing bumped chip on Particle Interconnect leadframe

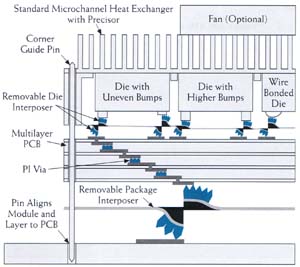
Removable die MCM
Removable die Multichip Module - L/D/C
|
|
 |
 |
| Removable die MCM | Louver contact |
- Low-cost heat exchanger designed for modular dissipation needs.
- Removable die locator (precisor) aligns all die on 0.010" edge-to-edge mosaic tile pattern of silicon.
- Precisor is accurately aligned by corner guide pins in heat sink.
- Removable die PI interposer sockets die to PCB and spring loads die against heat sink.
- Interposer is accurately aligned by corner guide pins in heat sink.
- Removable die PI interposers with 0.001" - 0.008" travel on 0.001" - 0.030" pitch are available.
- Removable multilayer PCB interconnects all die together with controlled impedance from die pad to die to pad.
- PI vias between laminate layers allow 0.002" "blind" vias by punching through adhesive layer during lamination.
- PCB is accurately aligned by corner guide pins in heat sink.
- Removable package PI interposer sockets package to PCB and spring loads package to PCB.
- MCM is accurately aligned and held to PCB by corner guide pins for manual or automatic insertion.
- Package interposers with 0.08"-0.020" travel on 0.010"-0.050" pitch with either peripheral or array patterns available.
- Die are removable by simply unstacking layers.
- Both bumped and wire bond die pads are mixable.
Successful projects
Particle Interconnect - Hughes Aircraft 1988 - 1989
50,000 die joint production test venture.
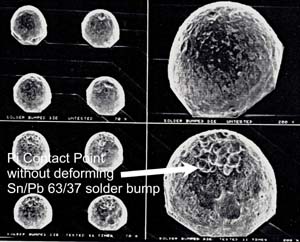
Before burned-in:
- No bump deformation.
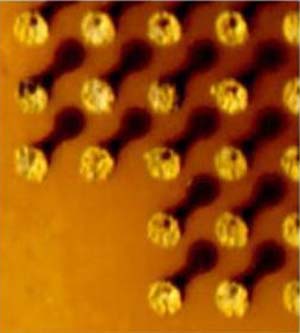
- Die Sn/Pb 3/97, socket Au 100, load 1 gm/mil2 pad to socket. Burned-in 125 ° C for 168 hours. Particles milled into gold ceramic ink and fired onto ceramic substrate. (Depression in center of bump is aluminum die pad covered by protective passivation layer.)
 |
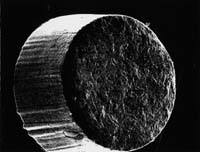 |
| 50x bumped chip before pressing against PI gold thick film. | 500x bump before contacting PI. |
After burned-in:
- No bump deformation.
- PI/gold bonded to tin/lead bump and was ripped off substrate. Resulting in using nickel as higher strength Particle Interconnect bond layer in future test socket/temporary contact usages and other metal combinations in permanent usages.
 |
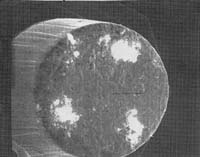 |
| 50x bumped chip after pressing against PI gold thick film metal matrix with 1 gm/mil2 load. | 500x bump after contacting PI, metal matrix is on bump. |
Particle Interconnect - Hughes Aircraft 1988 joint venture in Known-Good-Die
Resulting in a supercomputer assembled with Known-Good-Die in 2" x 4" x .1".
Science/Scope 1989 Hughes Aircraft Company:
"A new technique for packaging large-scale integrated circuit (IC) chips will permit much denser packaging on the substrate than previously possible. High-density multichip interconnect (HDMI) technology, being developed by Hughes, is designed to meet the needs of the next generation of VHSIC II hybrid circuits, which require dense packaging with no signal degradation at frequencies over 100 MHz. HDMI packaging achieves these results using a multi-layer substrate, a polymer dielectric highly suited to fine line metallization processing, and lithography techniques capable of producing 10-micron line widths. The technology is expected to be used in radar, sensing, tracking and guidance programs."
"The Data Memory Structure (DMS) multichip module is a very high speed cache memory system, switchable at high speed, to either of 3 input or output ports."
"HDMI can accommodate six 129K gate arrays (.640x.640 mil/die, 550+ pads/die; total 750,000 gates and 3,300 pads), 52 capacitors, and 24 - 15 nsec SRAM (32+ pads/die; total 750+), interconnected (using 70+ mil wire bond alleys) on a 2" x 4" = 8 in2 substrate having 368 I/O's."
"Performance of high speed circuits is also enhanced with low K polyimide dielectric used in the HDMI multilayer thin film (solder sealed ceramic leaded package) structure."
(All components tested/burned-in/speed sorted using PI resulting in 15+% yield improvement over production parts. Die price set at $5,000@ x 6 = $30,000, therefore DMS price >$100,000@)
PI's proposed removable die MCM-L/D/C to Hughes Aircraft.
Proposed to purchased a wafer for a total of $1,000 which was comprised of 300 die (5K gates/die .275 x .275 in.2/die, 180 pads/die for a total of 1,500,000 gates and 54,000 pads) interconnected on a 4" x 6" = 24 in.2 substrate. 50 mil pitch array yielded up to 9,600 I/O's.
Cost is further reduced by common low K polyimide multilayer PCB using 6+ mil pitch traces.
Environmental sealing of each die would also produce better reliability and upgradeability.
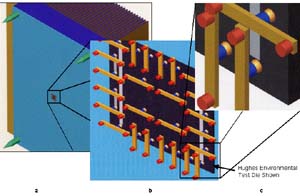
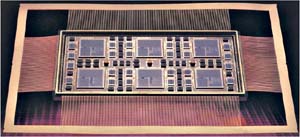
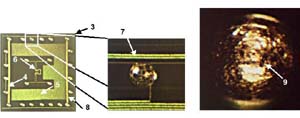
Particle Interconnect - Hughes environmental test die
Particle Interconnect removable MCM die socket.
100% of 500 die lot survived 4x Mil-Std-883C.
- Particle Interconnect with both adhesive and mechanical hold-down of chips while accumulating 4 runs of:
- 168 hours (672 hours total) 125 ° C for burn-in (other test passed are continuous 125 ° C),
- 500 cycles (2,000 cycles total) -55 to +125 ° C fast ramp MIL-STD-883C shock test,
- 24 hours (96 hours total) in salt/fog corrosion test,
- 24 hours (96 hours total) HAST (Highly Accelerated Stress Testing) pressure chamber (30 psi, +125 ° C pressure pot),
- Results in 50,000 die lot test prior to transfer into production.
- 96/4 Pb/Sn reflowed plated bump to spherize with special passivation configuration.
- Die orientated same as CAD picture for clarity (see: Removable die MCM - L/D/C).
- Note contact resistance test pads on left edge.
- Note traces for passivation crack detection.
- Note temperature sensors in center of die.
- Note traces for edge crack detection.
- Note traces for die heating.
- Note Particle Interconnect imprint.
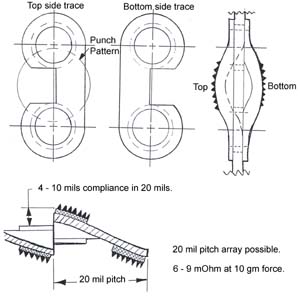
Particle Interconnect - Sandia Lab Known Good Die (KGD)
Known-Good-Die probe/burn-in. Proof of removable die MCM-L/D/C.
- 0.030" pitch 19x19 miniBGA.
- Burn-in at 125 ° C, 168 hours.
- 0 failures, 100+ runs, no deformation.
 |
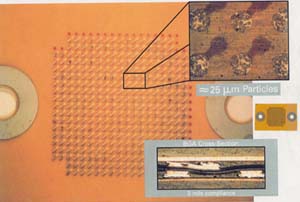 |
| 0 failures, 11 runs shown above. | Particle Interconnect surface mount BGA socket. |
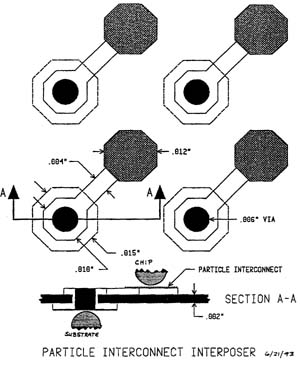 |
 |
| Particle Interconnect - Sandia mBGA interposer schematic. | Sandia mBGA interposer |
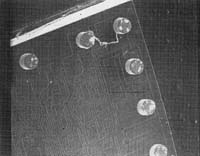
Particle Interconnect piercing SDRAM DDR1 package balls
- Demonstrating damage free performance when exposed to excessive loading.
- 60 pounds of force on 60 balls.
- Note minor depth of penetration.

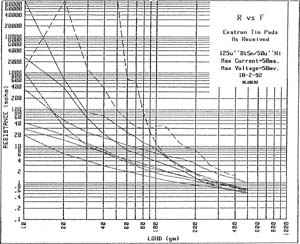
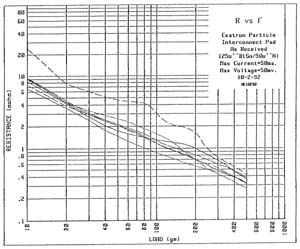
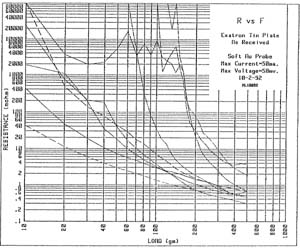
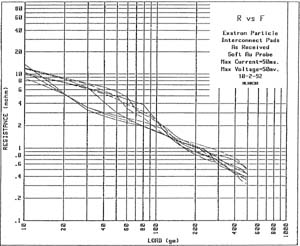
Test results
Contact resistance (milli-Ohm) vs. holddown force (gram-force)
Courtesy of Amp
These graphs show how Particle Interconnect coated contacts compare to traditional scrubing contact surfaces as regard to contact force and resistance. They illustrate the exceptionally low contact force of Particle Interconnect, showing this force to be at the test limit of 10 grams.
More importantly, the graphs show how consistently Particle Interconnect coatings perform between remate cycles. While tin and gold plated contacts 40 to 100 gram range initially, this performance was inconsistent and tended to degrade between remates because of oxide growth.
0.25" diameter hemispherical probes vs. 63/37 tin-lead coated surface.
| Bright tin probe vs. control (no PI) | Bright tin probe vs. 20-25 μ PI |
 |
 |
|
. 0.010" BeCu, 0.250" Ni, 0.150" SnPb. . 20 to 80,000+ milli-Ohms, 1 to 9 remates. . No scrubbing action. |
. 0.010" BeCu, 0.250" Ni + PI, 0.150" SnPb. . 6 to 9 milli-Ohms (one ignored), 1 to 6 remates. . No scrubbing action against PI. |
| Gold Probe vs. Control (no PI) | Gold probe vs. 20-25 μ PI |
 |
 |
|
. 0.010" BeCu; 0.250" Ni; 0.150" SnPb. . 20 to 80,000+ milli-Ohms, 1 to 9 remates. . No scrubing action. |
. 0.010" BeCu; 0.250" Ni + PI; 0.150" SnPb. . 8 to 14 milli-Ohms, 1 to 8 remates. . No scrubbing action against PI. |
Lifetest comparison of Particle Interconnect vs. other sockets
Tested to failure.
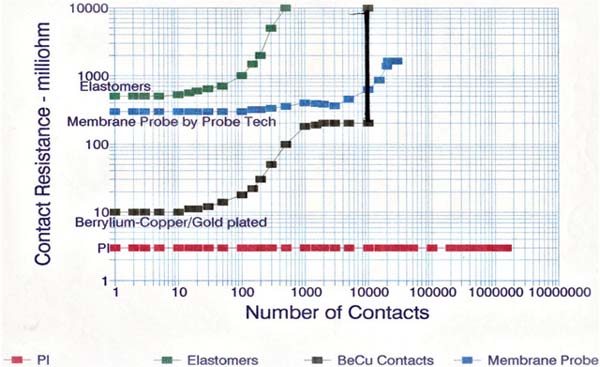
This graph illustrates the exceptionally long remate life the Particle Interconnect coating provides a contact. Since the non-wiping action of the particles does very little damage to the mating surface, contacts last for 1,000,000 insertions or more. While this number is higher than the most applications require, it does testify to the robustness of connections using Particle Interconnect coatings.
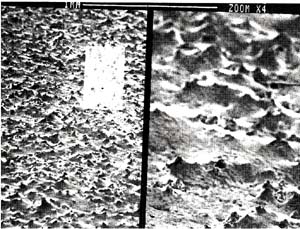
SEM's of contact surface
Tin-Lead solder over Nickel coated particles.
22x magnification with 88x zoom view.